Requirements:
1. Production from bar stock for OP10 and storage as bulk goods according to order
2. Production from insert for OP20 and storage as set goods
3. Monitoring of manufactured dimensions directly in the machine
4. Processing in significantly shorter cycles than before
5. Automatic changeover to chuck parts when the bar feeder runs empty
Considerations:
A machine with 2 turrets is required to achieve a faster cycle time. In order to monitor all the features produced, as the system is to run completely autonomously for 8 hours, 2 measuring probes are required, one per spindle.
Special sequence programming is required for the automatic changeover between modes, and it must be possible to query the bar feeder when it is empty.
To achieve the required autonomy, four boxes are needed for processing from bars. A switch mechanism is required here to fill the boxes depending on the fill level and order. A storage area with ten pallets is required for the components on set goods in order to achieve autonomy.
Solution:
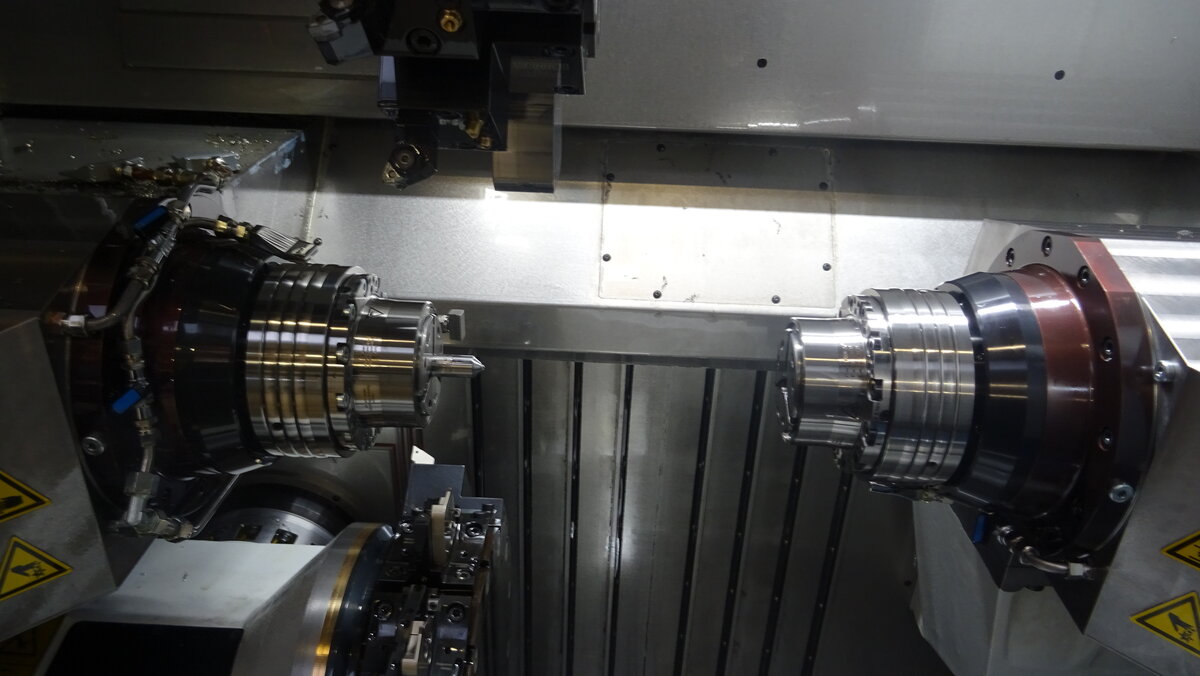
Machining is performed on a TTS duplex with 2 spindles and 2 turrets. The components are clamped on both spindles using a collet system from Hainbuch. Each turret is equipped with a measuring probe for dimensional control in order to automatically respond to tool wear and detect breakage.
As requested, two types of component feeding are used:
- A 3-metre bar feeder for bar work, including discharge as bulk material.
- A robot with palletising system for work from set goods.
When working from bar stock, the parts are discharged into boxes. The part catcher of the TTS machine is used here. In the area where the parts are deposited, there is a conveyor bath equipped with four sluices through which the components can be transferred to four boxes. The boxes are monitored according to the number of parts filled, and when the maximum number of parts is reached, the system switches to the next box, but also when the order changes.
The components produced here are sent for hardening and, after hardening, are returned to the system as set goods on pallets. A palletising system from our company is used here, which can hold 10 pallets as a stack. In this second process step, the robot works from pallet back to pallet
As an option for future expansion, a reserve space for laser marking is provided in the system.