Requirement:
1. Processing of green ceramics
2. Feeding components in the correct orientation
3. Very delicate handling and clamping to prevent cracks
4. Protection of the machine against ceramic dust
5. Different clamping systems (vacuum, clamping in jaw chuck) required
Considerations:
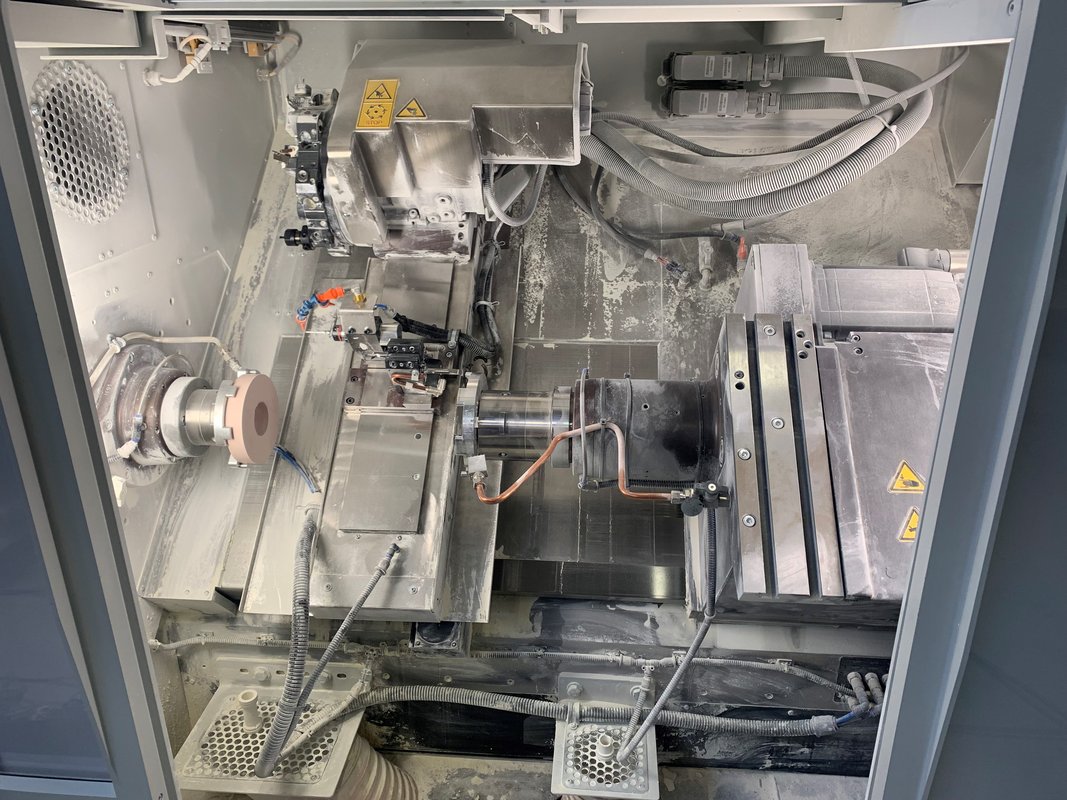
The customer already has a SPINNER PD in their production facility. The machine is very well suited to the intended parts, but must be equipped with additional systems in order to be able to work with the amounts of dust generated in automated production.
It will not be possible to clamp the components using the clamping cylinder, as this would cause cracks to form during sintering. Some parts are also very thin-walled, which means that minimal clamping forces must be used. The customer clamps many parts in a vacuum, but this sometimes requires pre-processing in order to achieve clean, burr-free flat surfaces. It is therefore important to be able to switch between jaw clamping and vacuum clamping.
Solution:
The SPINNER PD was equipped with additional scrapers, barrier air on the guides and spindles, and, above all, an optimal extraction system to prevent increased wear on the machine due to dust. Thanks to the optimised extraction system, most of the dust is sucked directly out of the machine. Extraction points in the area where dust is generated and targeted fresh air supply openings ensure a targeted air flow in the machine.
The tension of the components can be switched between vacuum tension and jaw tension by the operator. This allows the machine to respond to a wide variety of components and order quantities. This setting can be made for each spindle, so that combinations of both systems are also possible. The jaw clamping is implemented in a pneumatic chuck. Significantly lower clamping forces can be achieved here, as the operation is not carried out via the clamping cylinder, but directly in the chuck.
The machine is loaded by a robot, which removes the components from the pallet. Some components must be fed into the machine in a specific orientation. To avoid camera detection of the orientation, the components are aligned by the operator on the pallet using a nose on the component, and the robot then performs the fine alignment when loading into the clamping device.
To ensure that the components can be fed directly into the sintering process after machining, they are cleaned of any remaining dust with compressed air both in the machine and after unloading, and can then be transferred directly to the sintering process on the goods carrier.
All manufactured dimensions are measured directly in the lathe, allowing immediate response to fluctuations in the material or tool wear. This has completely eliminated the need for additional measurements in the measuring room, significantly reducing throughput time.