Requirement:
1. Machining of ejectors for casting moulds with customer-specific contours, 5-axis multi-tasking required.
2. Automation of individual parts
3. Production length 80-450 mm and diameter 2-25 mm without retooling
4. Laser marking of components with individual customer orders
5. Checking the length of raw parts before loading them into the machine to avoid operating errors
6. Tolerance window less than 0.01 mm
7. 24-hour autonomy
Considerations:
Accommodation of components in prisms => different diameters possible without retooling
Gripper with large stroke required for different diameters
Machining on a SPINNER U5-630
The sticking point is the workpiece clamping, which must provide the necessary flexibility. The components must always be clamped close to both ends so that they do not vibrate too much.
The customer wants the system to check at start-up whether all the tools required for the parts in stock are in the magazine with sufficient service life.
Checking the build length in the robot area.
Interface to a laser system for transferring component data.
Solution:
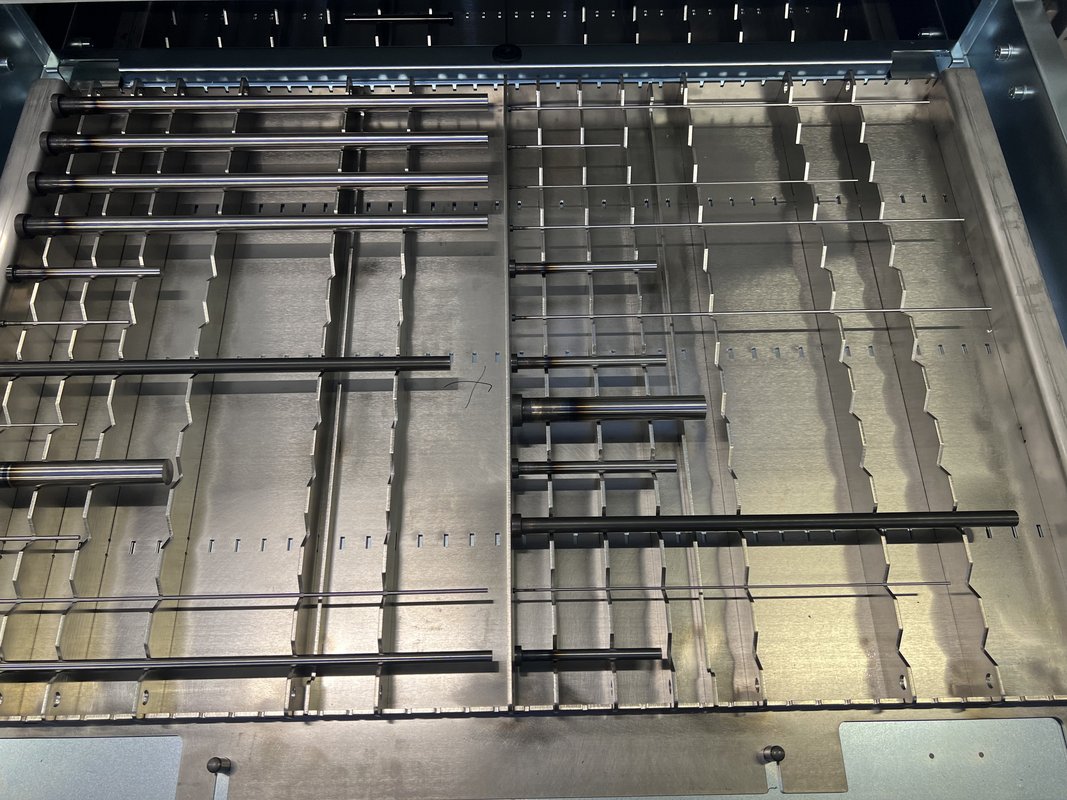
The storage of components with diameters of 2–25 mm and lengths of 80–450 mm can be solved using prism inserts in a drawer system. The various diameters can be covered by using prisms. Nine drawers are used to achieve the required autonomy of 24 hours.
The robot is equipped with a double servo gripper. This allows the entire workpiece area to be covered without retooling. The different component lengths are taken into account via appropriately matching pick-up positions.
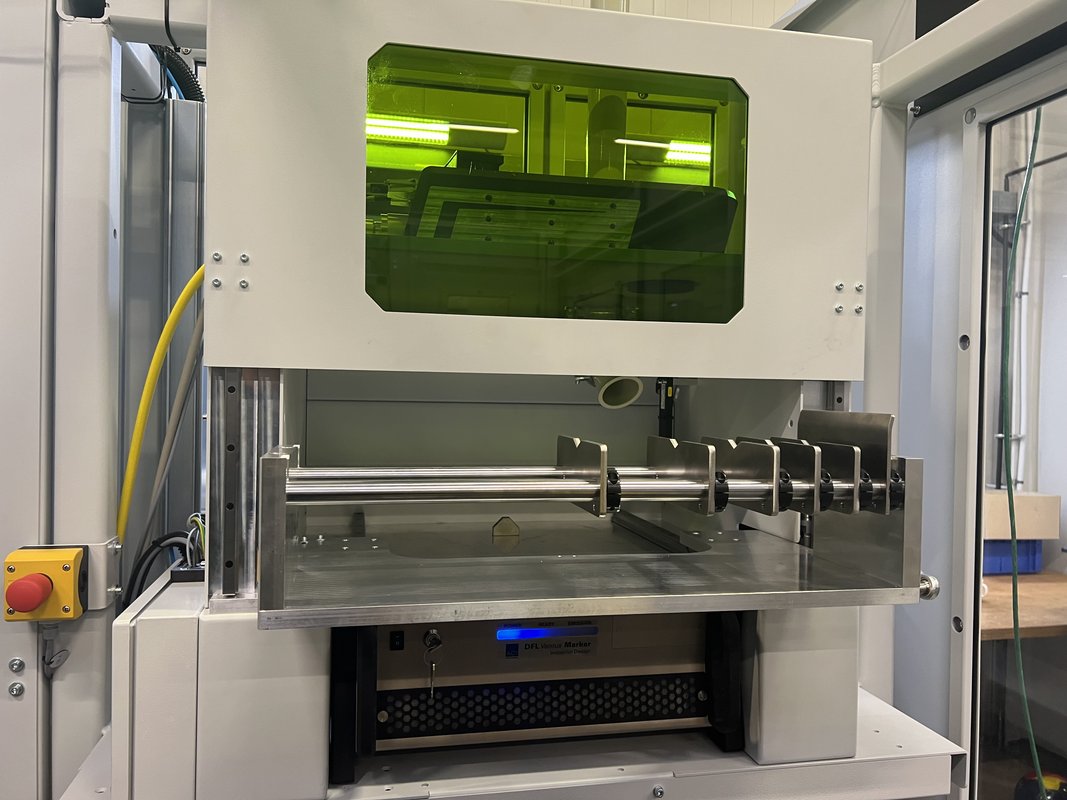
After being picked up from the storage system, the components are checked for the correct length in a laser system in order to prevent operating errors during assembly. The component is then marked in a laser system. The laser marking is carried out with the order data belonging to the component.
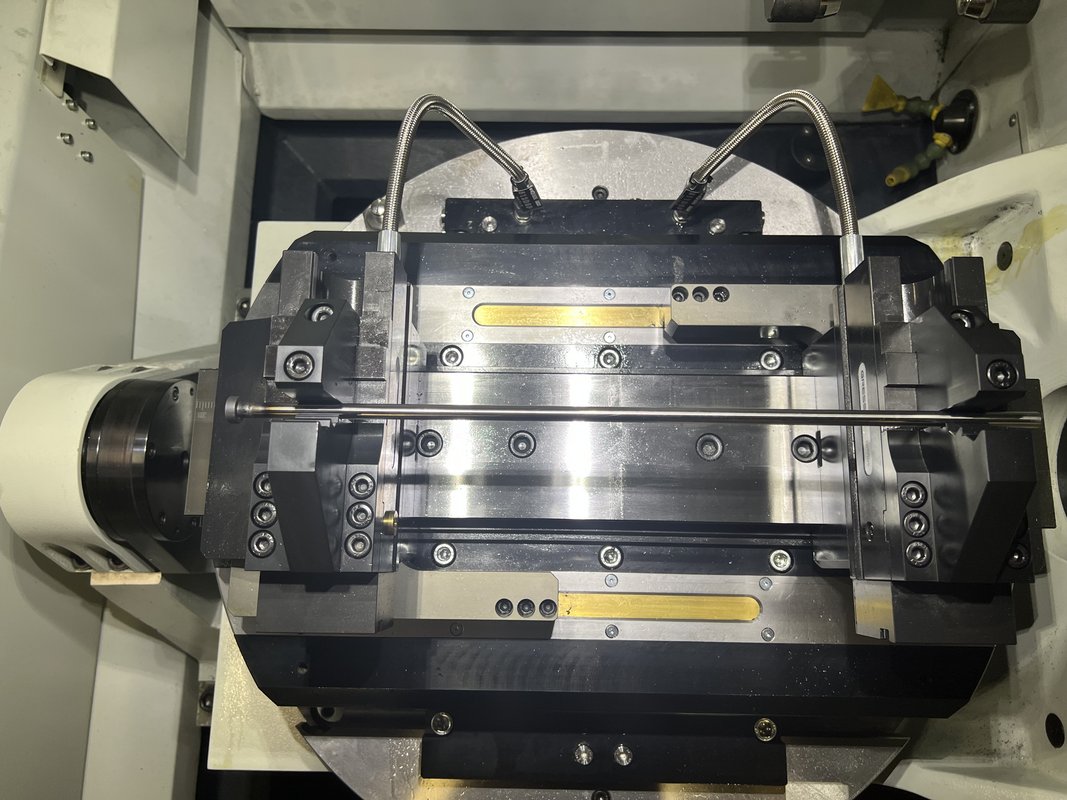
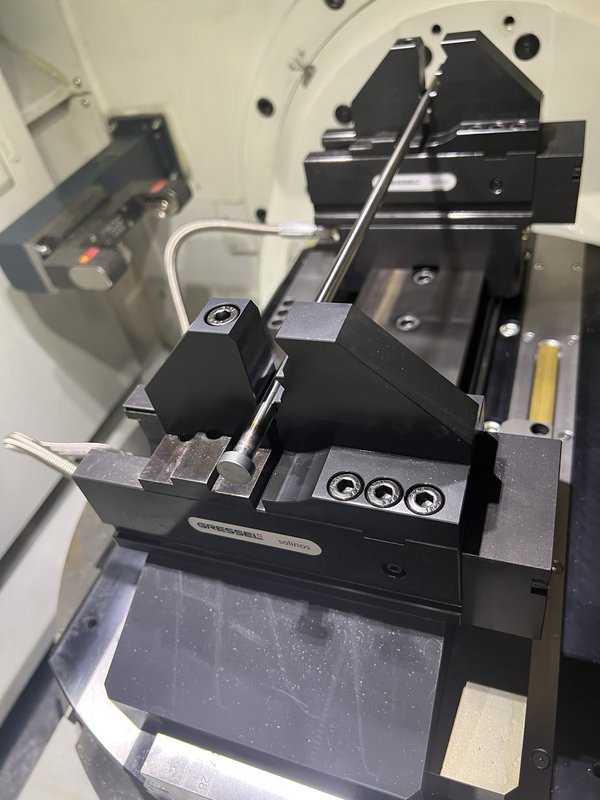
Processing takes place in a SPINNER U5-630. A special clamping device, which we developed for this application, is located on the machine table. The clamping system consists of two centric clamps with stepped jaws. The two centric clamps are positioned on a guide via a base unit to the correct dimension for the next component, so that the components are always clamped close to the end on both sides. After adjustment, the centric clamps are hydraulically clamped in position so that no vibrations occur at this point during machining.
Our software runs throughout the entire system, with a few special extensions added here. To simplify data entry, a table is filled in directly during the creation of the CAM programme, which then generates a code that is scanned by the operator into the drawer when loading the blank. This completes the entire data assignment (blank data, CNC programme, laser content) to the component.
The system also features a tool evaluation function. After the storage unit has been loaded with blanks, the tools are checked. Our software compares the tools in the machine's memory with the programmes, evaluates the total running time per tool across all components in the memory and shows the operator which tools are missing or where a sister tool is still required. This ensures that the system can run autonomously 24 hours a day and that there are no unwanted stoppages due to missing tools.